
ɽ�������ҵ����˾
��ϵ�ˣ��⾭��
�绰��0543-2856122
���棺0543-2856133
���䣺sdzycy@163.com
��ַ��ɽ��ʡ�����ز�������ƹ�ҵ

���ó����豸������ֳ���������������
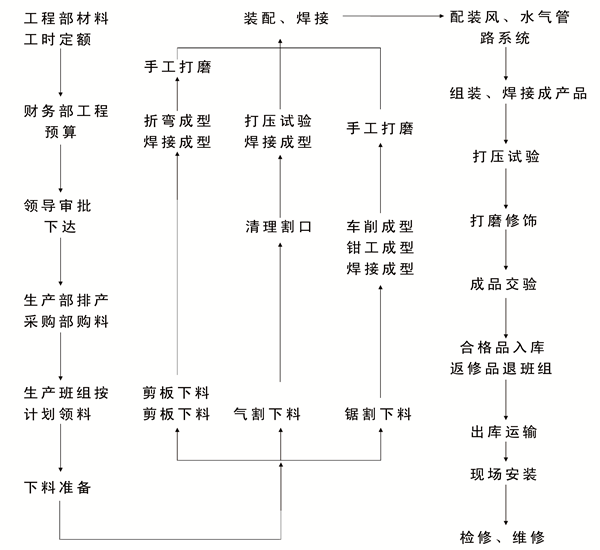
Ϊ������豸����Ʒ���������淶�豸����Ʒ��������������ƶ�����ֹ���̨��������̨��������¯�������ֵ��ϳ����ͳ�����ز�Ʒ�������ձ���
һ����Ʒ���ձ�����
|
��Ʒ���� |
������Ŀ |
�������� |
���ձ� |
�����ж� |
|
���ձ����� ����̨���� ����̨���� ¯����������ϳ����ͳ� |
��ۡ����� |
̨���Ƿ�ƽ���������ˡ� ������ֽ�Ƿ��������ྻ |
���˳��Ȳ��ܡ� 3cm |
�� |
|
�ߴ� |
�ߴ��Ƿ����Ҫ�� �Խ����Ƿ�һ�¡� |
�ߡ��������Ȳ��ܡ� 2mm ���Խ��������ڡ� 3mm �� |
�� |
|
|
���� |
�����Ƿ�ƽ���������Ƿ�һ�£������Ƿ�����Ƿ�������ݣ� |
����ƽ��������һ�£�����ƽ���������ݡ� |
�� |
|
|
���� |
�����Ƿ��ι� |
����Ҫ���ι̲������� 2 �� |
�� |
|
|
�͡�����ˮ�ܵ� |
����й©����©�����Ƿ�ﵽѹ������ |
��й©����©�����Դﵽѹ������ |
�� |
|
|
�緢�ȹܡ��������ƿ��ء� |
�Ӵ��Ƿ��ι̣��Ƿ����©�磬��Ե����Ե�����Ƿ�λ�����ӵض��ӣ� |
��©�磬�Ӵ��ι̣���Ե������λ�� �����豸��ӵض��� |
�� |
|
|
¯ͷ���� |
������ȷ���Դ��ʮ��״����Ϩ��״���� |
¯ͷ������ȷ�ι̣��Դ��ʮ����˴����������ȼ���ر��ػ� |
�� |
|
|
�Ŵ������ּ���� |
�Ŵ���װ�Ƿ��Ͻ�����϶�����ְ�װ�Ƿ�������幤��ѧ������Ƿ�ƽֱ˳�� |
�Ŵ���װ�Ͻ�����϶����������Ӧ˳��������ײ�������������о� |
�� |
|
|
¯�š�̨�š����� |
�žࡢ��ˮƽ�߶ȳߴ磬��װ�Ƿ��ι̣��ƶ�����ת���Ƿ��������������� |
�žࡢ��ˮƽ�߶�Ҫ��һ�£���װ�ι̣��ƶ�����Ҫ��ת������������ |
�� |
|
|
������Ϳ |
�����Ƿ�Ҫ����Ϳ���Ƿ���ȹ����� |
��Ҫ����Ϳ��������ȹ��������ᡢ���������� |
�� |
|
|
���Ʊ�ע |
���ư����Ƿ�λ����ʾ����ע�Ƿ�ȷ�� |
Ҫ�����ƴ�С����װ��λ����ʾ����עȷ |
�� |
|
|
�������ֻ���ˮ���� |
��ۺ��� |
ͬ�ϡ����ӡ�Ҫ�� |
ͬ�ϡ����ӡ�����Ҫ�� |
�� |
������Ʒ�������̳�����������Ϊ���ϸ�Ʒ :
1����Ʒ���γߴ�(��X��X��)���Խ��ߡ���������Χ������2cm��
2�����㲻�ι̡������ȡ����������淶������������ѿڡ�
3��̨�Ų������ű���������岻ƽ�У����в�����������̨�治��ֱ�������б�����治ƽ��̨����ܱ����ܱ߲���ֱ��
4��ʢװҺ������ߣ�������©����ʱ���������š����ع�ˮ�衢¯�ࡢˮ�ۡ��Ƕ������ͳصȣ�������©����
5��̨���ǿ�̲��淶����������������150mm���ֲ������ȣ��������ι̣��м����ɶ�����������
6������̨�š����ǰ峬�����棬����û������ɳ�����û�н��д�ĥ����Ҫ��IJ�λû��������ײ�����Ҫ��
7����ĥ��ɰ��ƽ������·��ֱ�������������ִ�����λ��ë�̻�������
8���Բ�Ʒ�����깤��û�н��б�������Ĥ�������ػ��ˣ�������������ػ��ˣ����˵ȡ�
9��¯���������������ȡ��лƵ㡢���˵ȡ�
10��Χ����ǰƺ�ߵͲ�ƽ����һ�£���˿�̶����Σ�����һ��ֱ�ߣ������ƣ����ơ�����ƣ�ˮ�Ƶ�Ҳ����һ��ֱ�ߡ�
11���͡�����ˮ��װ��λ�ò�����������©�͡�����ˮ������¯��©ˮ��¯��ƺ����ñλ�ò�����
12��¯ͷ����������Ȧ��¯����¯����¯�水�������ܣ�¯�Ų�����ǰ��߶Ȳ��ȡ�
13��¯�治ƽ���������ι̣���ñ��¯�š����������ܵ��Ӵ���û�н��д�ĥ���ĥ���⻬�л�������
14��¯����¯�ܵȲ���û�в�����ᣬ©ˢ�����ᣬ©ˢ����Ϳˢ�����ȡ�
������Ʒ���������̴ﵽ���±�Ϊ�ϸ�Ʒ
1����Ʒ���ߴ����������·����嵥���ߴ������
2����Ʒ������ߴ����������2mm����Χ�ڡ�
3����Ʒ��۱�����뱣��ƽ�������ۡ����Ѻ��̵ȡ�
4����Ʒ���Ӳ�λ������Ĥ��˺�������롢���ۡ�
5����Ʒ������С����䴦Ӧ�⻬�������ë�̡���������
6����Ʒ����λ����û�к�������ۼ�������������
7�����Ų�Ʒ��������Ӧƽֱ�����ۡ���������Ӧ˳��������ײ�������������о���
8����Ʒ���Ӳ�λӦ�ι����ɶ������ƽ��Ӧ����
9����Ʒ���Ӳ�λ��ĥ�����������ް��о���
10����Ʒ���Ӳ�λ�ӱ���Ӧ����ĥ�����
11����Ʒ������ɺ�Ӧ�ɾ������ࡢ����������������
12����Ʒ������ɺ�����ĥ�IJ�λӦ�ð�ˮ��ϴ�ɾ���

�ġ�
��Ʒ������ʩ
1���豸����������а�װ�ﱣ���䲻����
2���豸�˵ֹ���δ��װǰ��Ӧ��������ʱ�ֿⱣ�ܡ�
3���豸���˹����з�ֹ����ײ��ˤ��
4���豸��װ���δ����ʹ��ǰר�˹ܻ�����ֹ��Ϊ��


 QQ�ͷ�
QQ�ͷ�